


– International Cotton Conference Bremen 2024 –
Industrial hemp has many uses, from fibres to insultation to food products. Hemp production remains relatively small at less than 1% of world natural fibre production, but it is expanding. Area has doubled in Germany over the last five years. Nearly 900 producers in Germany are producing hemp on about 6,000 hectares. An estimated 100,000 hectares are planted worldwide, with China, Russia, and Canada being the largest producers.
During the International Cotton Conference Bremen in March 2024 Ralf Müller from the machine manufacturer Trützschler presented results from experimenting with the joint processing of hemp and cotton. Trützschler offers several technologies for spinning preparation.
Preparation of Hemp for Processing
Hemp must be cottonized mechanically. Trützschler produces bale openers/heavy parts separators, precleaners, feeding units/waste cleaners, and cottonization cards. The resulting staple fibres can be blended with manmade fibres or cotton. Cottonized hemp fibres are typically 41 mm in mean length, with a micronaire of 7.3, and the mean length of the longest quartile is 49 mm.
Hemp is naturally brittle, like straw, and carries an electrostatic charge, which results in jamming and clogging, ends down, and inferior yarn quality. Countermeasures include raising the moisture content of the fibres to 14% to 15% (hemp is highly absorbent), and deployment of avivage (making the yarn brighter).
Influence of the Mixing Ratio of Hemp and Cotton on Quality Parameters
Blends of hemp and cotton ranging from 30% hemp to 70% hemp have been produced. It is not possible to produce 100% hemp yarn because of breakage. Even with a 50/50 blend of hemp and cotton, the finest yarn possible was a Nm 24. With a hemp percentage of 90%, the finest yarn possible was a Nm 10. Experiments with Lyocell have also been run, and satisfactory results are obtained.
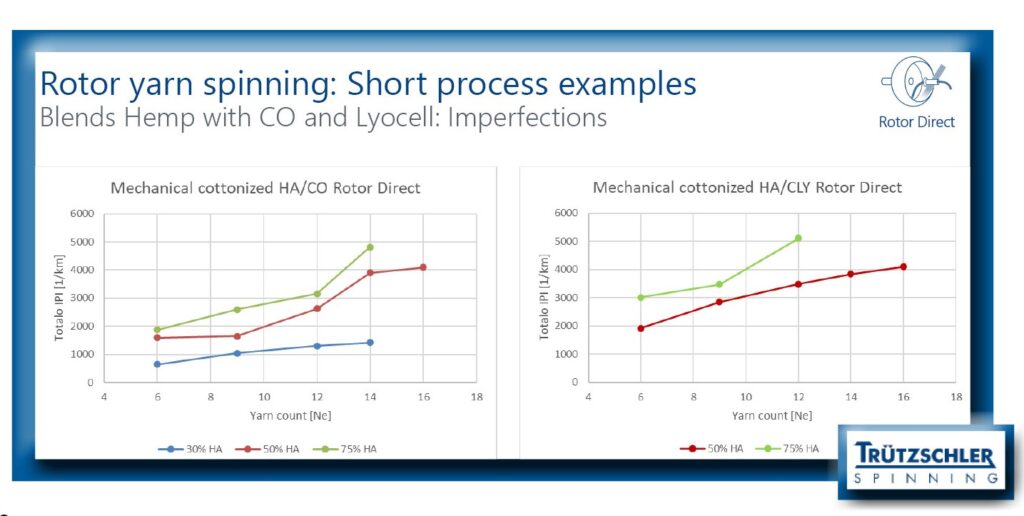 In tests of yarn quality for different blend levels and different yarn counts, the IPI consistently rose as the blend percentage of hemp increased. (The imperfection index (IPI) is the sum of yarn thin places/km (-50%), thick places/km (+50%) and neps/km (+200%) per kilometer of tested ring spun yarn.) The IPI for a 30/70 hemp/cotton blend Ne 6 single yarn was approximately 600, while the IPI for a 50/50 yarn was around 1,700, and the IPI for a 75/25 blend was about 1,900. For a Ne 14 yarn, the IPI rose from 1,400 for a 30/70 hemp cotton blend to 4,800 for a 75/25 blend. Blends with hemp and lyocell had similar results.
In tests of yarn quality for different blend levels and different yarn counts, the IPI consistently rose as the blend percentage of hemp increased. (The imperfection index (IPI) is the sum of yarn thin places/km (-50%), thick places/km (+50%) and neps/km (+200%) per kilometer of tested ring spun yarn.) The IPI for a 30/70 hemp/cotton blend Ne 6 single yarn was approximately 600, while the IPI for a 50/50 yarn was around 1,700, and the IPI for a 75/25 blend was about 1,900. For a Ne 14 yarn, the IPI rose from 1,400 for a 30/70 hemp cotton blend to 4,800 for a 75/25 blend. Blends with hemp and lyocell had similar results.
In tests for tenacity, blends of hemp and cotton, and blends of hemp with lyocell, produced stronger yarns at each Ne count as the hemp percentage increased.
Advantages and Disadvantages in the Use of Hemp in Yarn Production
There are advantages and disadvantages in the use of hemp in yarn production. Hemp can be grown in many regions in just 3-5 months and requires less water, and no pesticides. Hemp sequesters CO2, the entire hemp plant can be used, and the fibre has positive technical performance characteristics such as strength, dirt repellent, and antibacterial. However, hemp is difficult to work with, and the retting/degumming and bleaching processes have negative environmental impacts. Machinery specifically designed for hemp production are still being developed. Hemp prices tend to be higher than cotton.
The complete report can be found here: Cotton and Hemp Fibres – Possibilities for Joint Processing